以下是:珠海市斗门区【数控编程培训】 数控培训制造厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 面议/个 |
|---|
| 发货期限 | 随到随学 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 包邮 |
|---|
| 小起订 | 1 |
|---|
| 产品产地 | 石家庄+ |
|---|
| 加工定制 | 是 |
|---|
| 河北德玛数控培训 | 包教会 |
|---|
| 河北德玛数控培训 | 学会为止 |
|---|
| 河北德玛数控培训 | 自办工厂 |
|---|
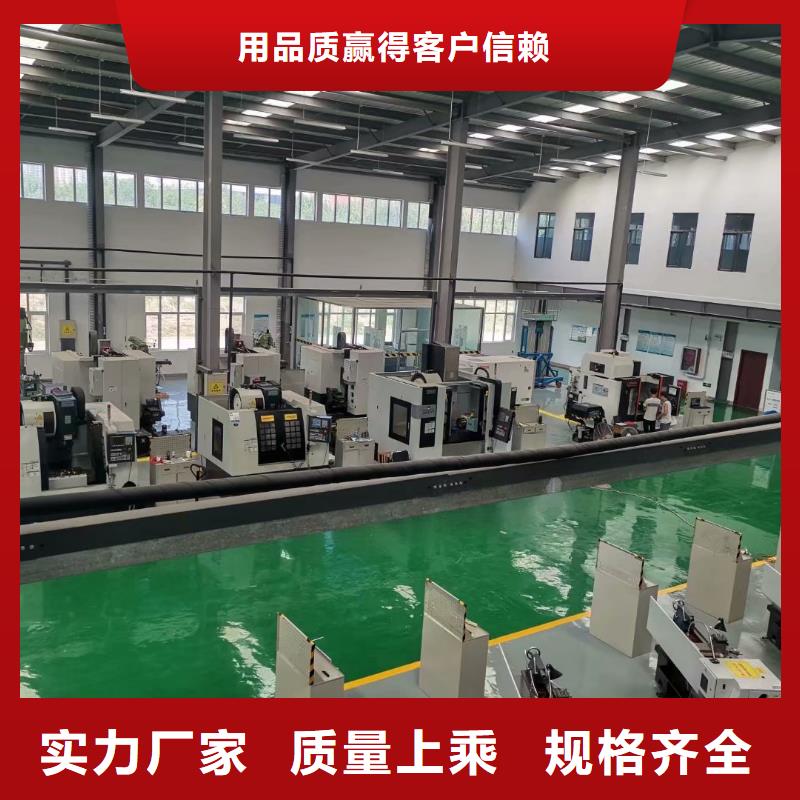
| 河北数控数控培训 | 边学边练 真机实践 |
|---|
| 范围 | 【数控编程培训】 数控培训供应范围覆盖广东省、珠海市、斗门区、香洲区、金湾区等区域。 |
|---|
【德玛】业务覆盖多领域场景,主营
香洲数控培训、
金湾数控培训等产品服务。
【数控编程培训】 数控培训制造厂家,
德玛科技信息(珠海市斗门区分公司)dema3188-3专业从事
【数控编程培训】 数控培训制造厂家,联系人:
李老师,供应服务范围覆盖:
广东省、珠海市、斗门区、香洲区、金湾区,以下是【数控编程培训】 数控培训制造厂家的详细页面。 广东省,珠海市,斗门区 2022年,斗门区实现地区生产总值501.3亿元,同比增长4.5%,规模以上工业增加值213.7亿元,增长5.9%;固定资产投资432亿元,增长20.5%,其中工业投资214亿元,增长58.8%。
别再错过任何细节!花费一分钟观看【数控编程培训】 数控培训制造厂家产品视频,让您的购买决策更加明智。
以下是:珠海斗门【数控编程培训】 数控培训制造厂家的图文介绍


河北德玛数控编程培训学校整理首先必须了解数控的意义,数控也就是数字掌握,通过特定处理方法下的数字信息掌握机械安装的举措,数控中处理短信息离不开盘算机,通过盘算机进行掌握的技巧,就叫数控,而我们要学的数控特指用于机床加工中的数控,也就是机床数控,数控的分类 晚期的数控机床是固定接线的硬件构造。由各种逻辑元件、记忆元件组成随机逻辑电路的方式来安装NC。这叫做硬件数控。用这种技巧实现的数控机床也叫NC机床。 而CNC,又叫做盘算机数控,采取微处理器或专用微机的数控体系,由事前寄放在存储器里的体系次序(软件)来实现掌握逻辑,实现局部或分部数控功用。加工中心以高精度、高可靠性、率、可加工复杂曲面工件等特点得到广泛应用,但若选型不当,则不能发挥其应有的效益,而且加工中心大多价格昂贵,会带来很大的成本压力,广义的选型主要包括机型选择、数控系统选择、机床精度选择、主要特征规格选择等,其中机型选择和数控系统选择风险,机床精度和主要特征规格选择次之,故要减少选型风险。可从以下几方面着手,盘、套、板类零件:带有键槽,或径向孔,或端面有分布的孔系,曲面的盘套或轴类零件,如带法兰的轴套。带键槽或方头的轴类零件等。还有具有较多孔加工的板类零件。如各种电机盖等,端面有分布孔系、曲面的盘类零件宜选择立式加工中心。



德玛科技信息(珠海市斗门区分公司)处于素有“ 数控培训之都”美称的珠海斗门,优越的地理位置和便利的交通给公司的发展带来了充分的条件.技术骨干精良,实力雄厚,公司勇于创新,一直致力于 数控培训生产技术的革新,跑在生产技术的前沿。


河北德玛数控编程培训学校整理主要是保证工件的加工尺寸和加工表面质量,切削速度较高,进给量较大,此时应着重注意积屑瘤对加工表面的影响,对于型腔加工,还应注意拐角处加工过切与让刀,对于上述问题的解决,一是要注意调整切削液的喷淋位置。让加工表面时刻处于]的冷却条件;二是要注意观察工件的已加工面质量,通过调整切削用量,尽可能避免质量的变化,如调整仍无明显效果,则应停机检察原程序编得是否合理。特别注意的是,在暂停检查或停机检查时,要注意刀具的位置。如刀具在切削过程中停机,突然的主轴停转,会使工件表面产生刀痕,一般应在刀具离开切削状态时,考虑停机,4刀具监控刀具的质量很大程度决定了工件的加工质量。



河北德玛数控编程培训学校整理20世纪30年代以前。大多数机床的主轴采用单油楔的滑动轴承,随着滚动轴承制造技术的提高,后来出现了多种主轴用的高精度、高刚度滚动轴承,这种轴承供应方便,价格较低,摩擦系数小,润滑方便,并能适应转速和载荷变动幅度较大的工作条件,因而得到广泛的应用。但是滑动轴承具有工作平稳和抗振性好的优点特别是各种多油楔的动压轴承。在一些精加工机床如磨床上用得很多,50年代以后出现的液体静压轴承。精度高。刚度高,又有良好的抗振性和平稳性,但需要一套复杂的供油设备,所以只用在高精度机床和重型机床上,气体轴承高速性能好但由于承载能力小而且供气设备也复杂。加工工件的圆柱形、圆锥形或其他形状素线展成的内孔表面及其端面的磨床,内圆磨床分为普通内圆磨床(图1)、行星内圆磨床、无心内圆磨床(图2)、坐标磨床和专门用途的内圆磨床等,按砂轮轴配置方式。内圆磨床又有卧式和立式之分。由装在头架主轴上的卡盘夹持工件作圆周进给运动,工作台带动砂轮架沿床身导轨(见机床导轨)作纵向往复运动。头架沿滑鞍作横向进给运动(见机床)头架还可绕竖直轴转至一定角度以磨削锥孔,工作时工件固定不动砂轮除绕本身轴线高速旋转外还绕被加工孔的轴线回转。以实现圆周进给,它适于磨削大型工件或不宜旋转的工件如内燃机气缸体等。

在珠海市斗门区采购【数控编程培训】 数控培训制造厂家请认准德玛科技信息(珠海市斗门区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,供应服务范围覆盖广东省 珠海市 斗门区、香洲区、金湾区,让您购买到更加实惠、更加可靠的产品。(联系人:李老师)。
名片")